
Yuchang Electronics hat sich zum Ziel gesetzt, ein erstklassiger integrierter Dienstleister für Substrate und Halbleitermaterialien zu werden. Das Kerngeschäft des Unternehmens besteht darin, Kunden mit äußerst kostengünstigen Verbrauchsmaterialien zu versorgen und Lösungen für dringende und nicht standardmäßige Anwendungsmaterialien bereitzustellen.
Huanyuchang verfügt über ein Forschungs- und Entwicklungsteam aus Universitätsmitgliedern, das sich auf die Entwicklung von FPC/PCB-Hochleistungsverbundwerkstoffen und heißgepressten Materialien konzentriert.

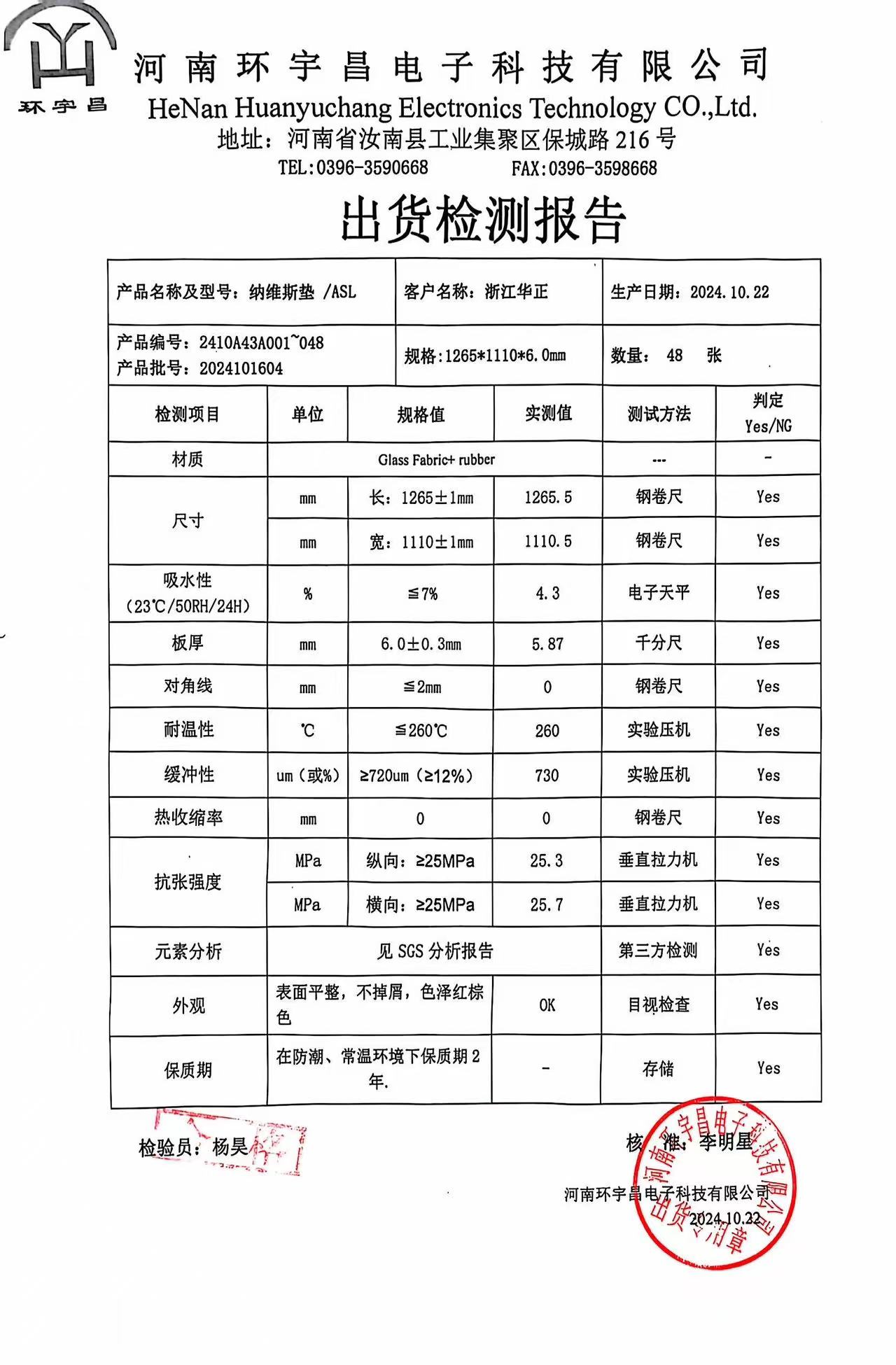
Polyesterharz, Polyethylenharz, Polyesterharz
Durch Polyesterharz, Polyethylenharz und Polyesterharz verfügt dieses Produkt über eine hervorragende Hitzebeständigkeit, Polsterungseigenschaft, Trenneigenschaft, Klebebeständigkeit und Schrumpfgleichmäßigkeit.
Das Polstermaterial wurde speziell für Produkte mit großen Höhen- und Tiefenunterschieden entwickelt, wie etwa mehrschichtige Weichplatten oder weich-harte Verbundplatten:
1. Hohe Temperaturbeständigkeit, die Betriebstemperatur kann 200 °C erreichen;
2, Füllwirkung ist gut;
3. Die Trennwirkung ist gut, keine Rückstände;
4. Nach dem Pressen befindet sich kein Restkleber in der Pufferschicht, was die Spiegelstahlplatte wirksam vor Verschmutzung schützt.
Der Überlagerungsvorgang ist einfach, was die Fehlerquote der Mitarbeiter erheblich reduziert;
6. Nicht länger durch die komplexen und vielfältigen Presshilfsmaterialien eingeschränkt, kann die automatische Laminatproduktion realisiert werden!








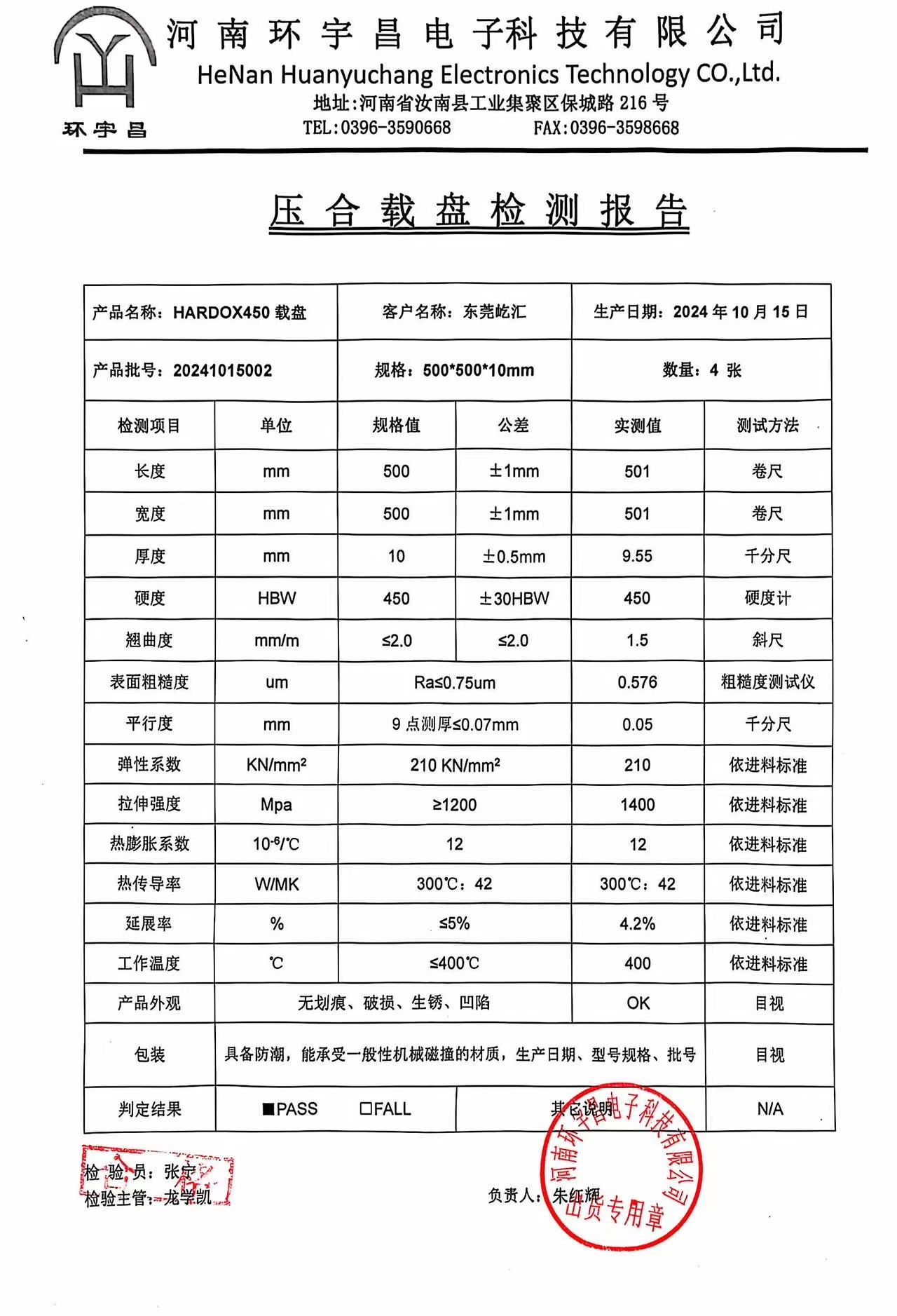
Projekt | numerischer Wert | Toleranz | Bemerkungen | ||
Dimension | Dicke | 190 um | ±10 % | Dickenmessgerät | |
Länge | 500 m | ±2 m | Meterzähler oder Zuschnitt | ||
Breite | 270.520 mm | ±2 mm | Herrscher | ||
Schmelzpunkt | äußere Schicht | 210℃ | ±5℃ | Schmelzpunktapparatur | |
innere Schicht | 100℃ | ±5℃ | |||
Zugfestigkeit | MD | 30 MPa | ±5 MPa | elektronische Universal-Materialprüfmaschine | |
TD | 20 MPa | ±5 MPa | |||
Dimensionsstabilität | MD | 2,10 % | ≤4 % | Analysator | |
TD | 1,70 % | ≤2,5 % | |||
Dichte | 1,05 g/cm³ | 0,9–1,1 g/cm³ |
| ||
Nebelhaftigkeit | 3,20 % | ±0,5 % | Lichtdurchlässigkeits-Dunstmessgerät | ||
Glanz | 125 % | ±10 % | Glanzmessgerät | ||
Durchschlagsfestigkeit | 65 kV/mm | ±5 kV/mm | Durchschlagfestigkeitsprüfer | ||
Testgegenstand | Testgrundlage | Bemerkung | Testen Sie das PP-Modell | Pressbedingungen |
Widerstandskleberwert | tatsächliche Messung | Verwenden von NoFLowPP Es wurde eine zweidimensionale optische Messung des PP-Überlaufs nach dem Laminieren durchgeführt. | S1150GB,106,75 %
EM285BL,106,58,75%
DS-7402 BS DF 60 1077 RC66%
VT-447 1067NF 68%
|
Temperatur:195℃
Zeit:120 Minuten
Druck:400 PSI
|
Auslösekraft | TM-650-2.4.9
| Probenahme 25 mm x 100 mm, mit Schälfestigkeitsprüfgerät bei einer Geschwindigkeit von 10 mm/min, 10 N Last, 180-Grad-Schältest. | ||
Produktschrumpfung | TM-650-2.2.4
| Gemessen wird die Größenänderung des zweidimensionalen optischen Messprodukts nach dem Pressen. | ||
Verschmutzungsgrad | tatsächliche Messung | CuCl-Inspektion |
1. Der Widerstandswert wird grundsätzlich zwischen 0,3 mm und 0,35 mm geregelt.
2. Aufgrund der Unterschiede in der Ausrüstung und den Verfahren der Kunden dienen die oben genannten Daten nur als Referenz.
PP-Modell | Spezifikation(Mindest) | Spezifikation(Max) | CPC | Probenahmeverfahren |
S1150GB,106,75 %
| 0,3022 | 0,3513
| 3.601 | Jede Charge der Probenahme 25 Stück kumulative Registrierung |
EM285BL,106,58,75%
| 0,2452 | 0,3231 | 2.978
| |
DS-7402 BS DF 60 1077 RC66% | 0,2832
| 0,3224 | 5.836
| |
VT-447 1067NF 68%
| 0,2354
| 0,3111 | 2.421 |


Seriennummer | Nennwert | Kilometer | Kilometer unter | Ergebnisanalyse | |||||||
Durchschnittswert | R-Wert | Auf der oberen Seite % | Untere% | Standardabweichung | pP | DAS | CPC | ||||
MD | 460,32 | 0,138 | -0,138 | 460.335 | 0,078 | 38,2 % | -18,4 % | 0,0247 | 1.867 | 0,110 | 1.661 |
MD | 460,32 | 0,138 | -0,138 | 460.342 | 0,056 | 33,6 % | -7,2 % | 0,0131 | 3.511 | 0,156 | 2.963 |
TD | 320,98 | 0,096 | -0,096 | 320.997 | 0,101 | 79,1 % | -26,4 % | 0,0255 | 1.260 | 0,173 | 1.342 |
TD | 320,98 | 0,096 | -0,096 | 320.990 | 0,101 | 79,1 % | -26,4 % | 0,0315 | 1.019 | 0,107 | 1.867 |
Die Pressmaßtoleranzen werden auf ± 3 % kontrolliert
Die Pressmaßtoleranzen werden auf ± 3 % kontrolliert
Nach dem Pressen wurden 5pnl ( 12 ', ' * 18 ', ' ) entnommen, um die Kontamination der Kupferoberfläche mit Cucl zu überprüfen.
Produktidentifikationsnummer | Front(Punkt) | Rückseite(Punkt) |
1 | 2 | 0 |
2 | 0 | 1 |
3 | 2 | 1 |
4 | 1 | 0 |
5 | 0 | 0 |
Bei ungünstigen Punkten 30-mal unter dem Mikroskop analysieren:
Projekt | Menge(Punkt) |
Kraftpapierreste | 5 |
Restkleber | 1 |
Fasern | 1 |
Aus den Analyseergebnissen ist ersichtlich, dass die Schmutzflecken auf der Kupferoberfläche auf eine ungünstige Umgebung zurückzuführen sind und BH190 keine Rückstände aufweist.

Prüfmethode: Prüfbedingungen: Es wurden fünf Proben der Größe 25 mm × 100 mm entnommen, mit doppelseitigem Klebeband auf der Versuchsvorrichtung befestigt und mit einer 2 kg schweren Rolle mit einer Geschwindigkeit von 10 mm/min hin und her abgezogen. Die Abziehlänge betrug maximal 50 mm, wobei die im Möbel befestigten 10 mm nicht mitgerechnet wurden. Die minimale Zugkraft beim Abziehen wurde beobachtet und aufgezeichnet. Die Prüfergebnisse wurden anschließend zum Vergleich gemittelt.


Messwert gf/25mm | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | Mittelwert |
Eine Seite | 32.1 | 33,8 | 31,9 | 32,8 | 32,3 | 31.2 | 33.1 | 32,8 | 31,9 | 31,8 | 32,4 |
B-Seite | 32,8 | 31,7 | 33,8 | 32,9 | 32,6 | 33,6 | 33.1 | 32,9 | 31,9 | 32,0 | 32,7 |

1.Schneiden
a. Schnittgröße nach Kundenwunsch;
b. keine sichtbaren Falten im Klebefilm zu verursachen, um zu verhindern, dass sich Falten auf die Plattenoberfläche übertragen;
c. Die Sperrfolie darf nicht mit Kleinteilen befestigt werden.
2.Laminierte Platte
A. Das Produkt muss beim Laminieren der Platte vollständig mit einer Sperrfolie bedeckt sein. Die Größe der Sperrfolie muss 5 mm überschreiten, um zu verhindern, dass sich die Platte nach Abschluss des Vorgangs ablöst.
3.Kompression
Beim Einlegen in die Presse zum Pressen muss sichergestellt werden, dass die Widerstandsfolie vollkommen flach ist, um eine Faltenbildung auf der Folie zu vermeiden.
Betriebsbedingungen
Maschinentyp | Temperatur | Druck | Vorheizzeit | Formierzeit |
Schnelle Pressen | 180-200℃ | 80-120 kgf/cm² | 10-20 Sekunden | 80-120er Jahre
|
Vakuumkompressor | 180-200℃ | 15-20 kgf/cm² | 10-20 Sekunden | 80-160er Jahre
|
Druckübertragungsmaschine | 180-200℃ | 25-70 kgf/cm² | Abhängig vom Produkt | Abhängig vom Produkt |
4. Zerrissen
Wenn das Pressen abgeschlossen ist und die Folie abgerissen ist, muss das Produkt mit einer Hand fixiert werden, um zu verhindern, dass das Produkt aufgrund der unterschiedlichen Reißfestigkeit der einzelnen Teile Falten wirft.
Lagerbedingungen: Raumtemperatur, drinnen, trocken, Korrosion und direkte Sonneneinstrahlung vermeiden.
Speicherdauer: 6 Monate
Umweltfreundlich: Halten Sie die Einsatzstelle während der Anwendung sauber, um eine Verunreinigung des Produkts zu vermeiden, da das Produkt sonst nicht verfügbar ist.
Einmalig: Dieses Produkt ist im erhitzten Zustand nicht wiederverwendbar und muss direkt entsorgt werden.